


1.ಫೀಡ್ನ ಸೂತ್ರ
ಸಾಮಾನ್ಯ ಫೀಡ್ ಕಚ್ಚಾ ವಸ್ತುಗಳು ಕಾರ್ನ್, ಸೋಯಾಬೀನ್ ಮೀಲ್, ಗೋಧಿ, ಬಾರ್ಲಿ, ಸೇರ್ಪಡೆಗಳು ಮತ್ತು ಮುಂತಾದವು. ಅತ್ಯುನ್ನತ ಗುಣಮಟ್ಟದ ಫೀಡ್ ಅನ್ನು ಸಮಂಜಸವಾದ ವಸ್ತುಗಳ ಅನುಪಾತದೊಂದಿಗೆ ತಯಾರಿಸಬಹುದು. ಗ್ರಾಹಕರಂತೆಹೊಂಗ್ಯಾಂಗ್,ನಾವು ನಿಮಗೆ ಒದಗಿಸುತ್ತೇವೆಫೀಡ್ ಫಾರ್ಮುಲಾಉಲ್ಲೇಖಕ್ಕಾಗಿ.
2. ಕಚ್ಚಾ ವಸ್ತುಗಳ ಕಣಗಳ ಗಾತ್ರ
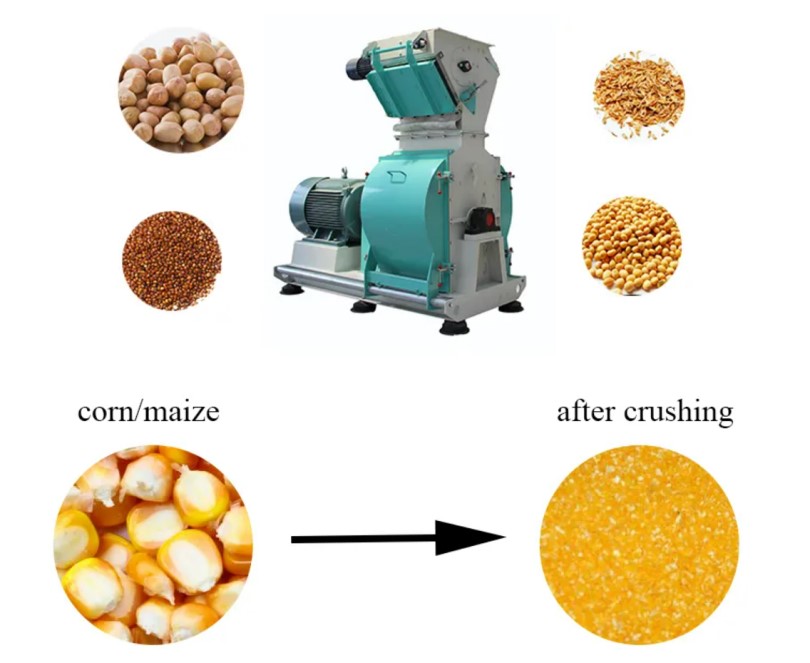
ಕಚ್ಚಾ ವಸ್ತುಗಳ ಕಣಗಳ ಗಾತ್ರವನ್ನು ಕಡಿಮೆ ಮಾಡುವುದು ಕಣಗಳ ಗುಣಮಟ್ಟಕ್ಕೆ ಪ್ರಯೋಜನಕಾರಿ ಎಂದು ಸಾಮಾನ್ಯವಾಗಿ ನಂಬಲಾಗಿದೆ. ಆದಾಗ್ಯೂ, ವಿದ್ಯುತ್ ವ್ಯರ್ಥ ಮತ್ತು ಉತ್ಪಾದಕತೆಯ ಕುಸಿತವನ್ನು ತಪ್ಪಿಸಲು, ಅತಿಯಾದ ಪುಡಿಮಾಡುವಿಕೆಯನ್ನು ಶಿಫಾರಸು ಮಾಡುವುದಿಲ್ಲ. ಬದಲಾಗಿ, ಸಬ್ಆಪ್ಟಿಮಲ್ ಕಣಗಳ ಗಾತ್ರವನ್ನು ಶಿಫಾರಸು ಮಾಡಲಾಗಿದೆ.ಹೊಂಗ್ಯಾಂಗ್ SFSPಸರಣಿಸುತ್ತಿಗೆ ಗಿರಣಿಮೂರು ರೀತಿಯ ಪುಡಿಮಾಡುವ ಗ್ರ್ಯಾನ್ಯುಲಾರಿಟಿಯನ್ನು ಅರಿತುಕೊಳ್ಳುವುದು ಮಾತ್ರವಲ್ಲದೆ, ಶಕ್ತಿಯ ಬಳಕೆಯನ್ನು ಉಳಿಸಬಹುದು.
3. ಉಗಿ ಪರಿಸ್ಥಿತಿಗಳು
ಪೌಡರ್ ಫೀಡ್ ಕಂಡಿಷನರ್ಗೆ ಪ್ರವೇಶಿಸಿದಾಗ, ಅದು ಹೆಚ್ಚಿನ ಒತ್ತಡದ ಉಗಿ ಚಿಕಿತ್ಸೆಯನ್ನು ಪಡೆಯುತ್ತದೆ. ಪಿಷ್ಟ ಜೆಲಾಟಿನೀಕರಣ, ಕಣ ಅಂಟಿಕೊಳ್ಳುವಿಕೆ, ಪೂರ್ವಜೀರ್ಣಕ್ರಿಯೆ ಮತ್ತು ರೋಗಕಾರಕ ನಾಶಕ್ಕೆ ಉಗಿ ಶಾಖ ಮತ್ತು ನೀರನ್ನು ಒದಗಿಸುತ್ತದೆ. ಟ್ಯೂನರ್ನಲ್ಲಿರುವ ಉಗಿಯ ತಾಪಮಾನ ಮತ್ತು ಸಂಸ್ಕರಣಾ ಸಮಯವು ಕಣಗಳ ಬಾಳಿಕೆಯ ಮೇಲೆ ಪರಿಣಾಮ ಬೀರುವ ಪ್ರಮುಖ ಅಂಶಗಳಾಗಿವೆ. ತಾಪಮಾನವು 80° C ಮೀರಿದಾಗ, ಉತ್ತಮ ಗುಣಮಟ್ಟದ ಹರಳಿನ ವಸ್ತುವನ್ನು ಉತ್ಪಾದಿಸಬಹುದು ಮತ್ತು ಕಡಿಮೆ ಸಂಸ್ಕರಣಾ ಸಮಯ 30 ಸೆಕೆಂಡುಗಳು. ತಣಿಸುವ ಮತ್ತು ಹದಗೊಳಿಸುವ ಸಮಯವನ್ನು 3-4 ನಿಮಿಷಗಳವರೆಗೆ ಹೆಚ್ಚಿಸುವ ಮೂಲಕ ಕಣ ಸಾಂದ್ರತೆಯನ್ನು ಹೆಚ್ಚಿಸಬಹುದು.ಹೊಂಗ್ಯಾಂಗ್ಕಂಡಿಷನರ್ಉಷ್ಣ ನಿರೋಧನ ರಾಕ್ ಉಣ್ಣೆಯಿಂದ ತುಂಬಿರುತ್ತದೆ, ಇದು ಉತ್ತಮ ಉಷ್ಣ ನಿರೋಧನ ಕಾರ್ಯಕ್ಷಮತೆ, ಹೆಚ್ಚು ಶಕ್ತಿ ಉಳಿತಾಯ ಮತ್ತು ಉತ್ತಮ ಗುಣಮಟ್ಟವನ್ನು ಹೊಂದಿದೆ.
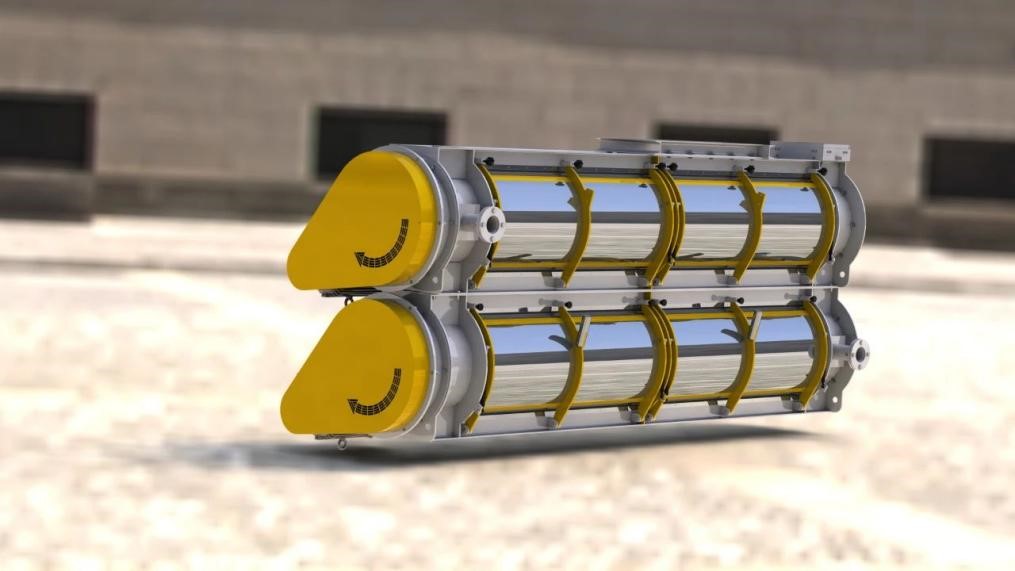
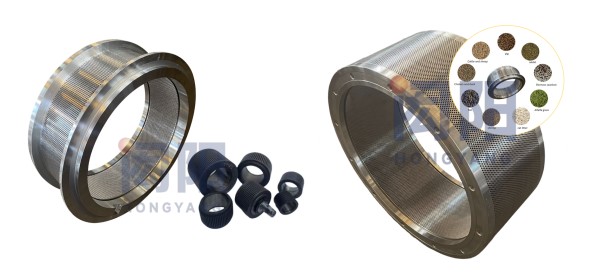
4. ರಿಂಗ್ ಡೈ/ಪೆಲೆಟ್ ಪ್ರೆಸ್ ಡೈನ ನಿರ್ದಿಷ್ಟತೆ
ಫೀಡ್ ಪೆಲೆಟ್ಗಳು ಮತ್ತು ಡೈ ಗೋಡೆಯ ನಡುವಿನ ಘರ್ಷಣೆಯಿಂದಾಗಿ, ಪೆಲೆಟ್ಗಳ ಗುಣಮಟ್ಟವನ್ನು ಸುಧಾರಿಸಲು ದಪ್ಪವಾದ ಡೈ ಅನ್ನು ಬಳಸುವುದರಿಂದ ಪಿಷ್ಟ ಜೆಲಾಟಿನೀಕರಣದ ದರವೂ ಹೆಚ್ಚಾಗುತ್ತದೆ. ಆದಾಗ್ಯೂ, ದಪ್ಪವಾದ ಅಥವಾ ದ್ಯುತಿರಂಧ್ರ ತೆಳುವಾದ ಡೈ ಅನ್ನು ಬಳಸುವುದರಿಂದ ಉತ್ಪಾದಕತೆ ಕಡಿಮೆಯಾಗುತ್ತದೆ. ಇದರ ಜೊತೆಗೆ, ರೋಲರುಗಳು ಮತ್ತು ಡೈ ನಡುವಿನ ಅಂತರವು 0.1 ಮಿಮೀ ನಿಂದ 2 ಮಿಮೀಗೆ ಹೆಚ್ಚಾಗುವುದರಿಂದ, ಪೆಲೆಟ್ಗಳ ಬಾಳಿಕೆ ಸುಧಾರಿಸಬಹುದು.
ರಿಂಗ್ ಡೈ/ಪೆಲೆಟ್ ಪ್ರೆಸ್ ಡೈ ಗುಣಮಟ್ಟಹೊಂಗ್ಯಾಂಗ್ಫೀಡ್ ಮೆಷಿನರಿಗಳು ಉತ್ತಮ, ಹೆಚ್ಚು ಬಾಳಿಕೆ ಬರುವ ಮತ್ತು ಹೆಚ್ಚಿನ ಉತ್ಪಾದನಾ ಸಾಮರ್ಥ್ಯವನ್ನು ಹೊಂದಿವೆ. ಗ್ರಾಹಕರಿಗೆ ಹೆಚ್ಚು ಸೂಕ್ತವಾದ ಕಂಪ್ರೆಷನ್ ಅನುಪಾತ ಮತ್ತು ದ್ಯುತಿರಂಧ್ರವನ್ನು ನಾವು ಶಿಫಾರಸು ಮಾಡುತ್ತೇವೆ ಮತ್ತು ಕಸ್ಟಮೈಸ್ ಮಾಡುತ್ತೇವೆ.
5. ಕೂಲಿಂಗ್

ಕಂಡಿಷನರ್ ಅನ್ನು ಬಿಡುವಾಗ, ಪೆಲೆಟ್ ಫೀಡ್ನ ತಾಪಮಾನವು 70-90°C ಮತ್ತು ತೇವಾಂಶವು 15-17% ಆಗಿರುತ್ತದೆ. ತಂಪಾಗಿಸುವ ಸಮಯದಲ್ಲಿ, ಕಣಗಳ ತಾಪಮಾನವನ್ನು ಕೋಣೆಯ ಉಷ್ಣಾಂಶಕ್ಕಿಂತ 5°C ಗೆ ಇಳಿಸಬೇಕು ಮತ್ತು ತೇವಾಂಶವನ್ನು 12% ಗೆ ಇಳಿಸಬೇಕು. ತ್ವರಿತ ತಂಪಾಗಿಸುವಿಕೆಯು ಕಣಗಳ ಮೇಲ್ಮೈಯಲ್ಲಿ ತೇವಾಂಶ ಮತ್ತು ಶಾಖವು ಕಣಗಳ ಒಳಗಿನಕ್ಕಿಂತ ಕಡಿಮೆಯಾಗಲು ಕಾರಣವಾಗುತ್ತದೆ, ಇದು ದುರ್ಬಲವಾದ ಕಣಗಳಿಗೆ ಕಾರಣವಾಗುತ್ತದೆ. ಆದಾಗ್ಯೂ, ದೀರ್ಘಕಾಲದ ತಂಪಾಗಿಸುವ ಸಮಯವು ಕಣಗಳ ಅತಿಯಾದ ಒಣಗಿಸುವಿಕೆ, ಉಡುಗೆ ದರ ಹೆಚ್ಚಳ ಮತ್ತು ರುಚಿಕರತೆಯ ಇಳಿಕೆಗೆ ಕಾರಣವಾಗುತ್ತದೆ.ಹೊಂಗ್ಯಾಂಗ್ಪ್ರತಿಪ್ರವಾಹತಂಪಾದಹೆಚ್ಚಿನ ತಾಪಮಾನ ಮತ್ತು ಹೆಚ್ಚಿನ ಆರ್ದ್ರತೆಯೊಂದಿಗೆ ಕಣಗಳನ್ನು ತಂಪಾಗಿಸಲು ಪ್ರತಿ-ಪ್ರವಾಹ ತಂಪಾಗಿಸುವ ತತ್ವವನ್ನು ಬಳಸುತ್ತದೆ, ತಂಪಾದ ಗಾಳಿ ಮತ್ತು ಬಿಸಿ ವಸ್ತುಗಳ ನಡುವಿನ ನೇರ ಸಂಪರ್ಕದಿಂದ ಉಂಟಾಗುವ ಹಠಾತ್ ತಂಪಾಗಿಸುವಿಕೆಯನ್ನು ತಪ್ಪಿಸುತ್ತದೆ, ಆದ್ದರಿಂದ ಇದು ಕಣಗಳು ಮೇಲ್ಮೈ ಬಿರುಕು ಬಿಡುವುದನ್ನು ಪರಿಣಾಮಕಾರಿಯಾಗಿ ತಡೆಯುತ್ತದೆ.
ಆಹಾರ ಮತ್ತು ಸಾವಯವ ಗೊಬ್ಬರ ಉದ್ಯಮದ ಕುರಿತು ಹೆಚ್ಚಿನ ಮಾಹಿತಿಗಾಗಿ, ದಯವಿಟ್ಟು ಕೆಳಗಿನವುಗಳನ್ನು ಪರಿಶೀಲಿಸಿ:
ವೆಬ್ಸೈಟ್: www.ringdies.com
ಅಥವಾ ನಮ್ಮನ್ನು ನೇರವಾಗಿ ಸಂಪರ್ಕಿಸಿ:
ದೂರವಾಣಿ: +86 18912316448
E-mail: hongyangringdie@outlook.com
ಪೋಸ್ಟ್ ಸಮಯ: ಆಗಸ್ಟ್-31-2023








